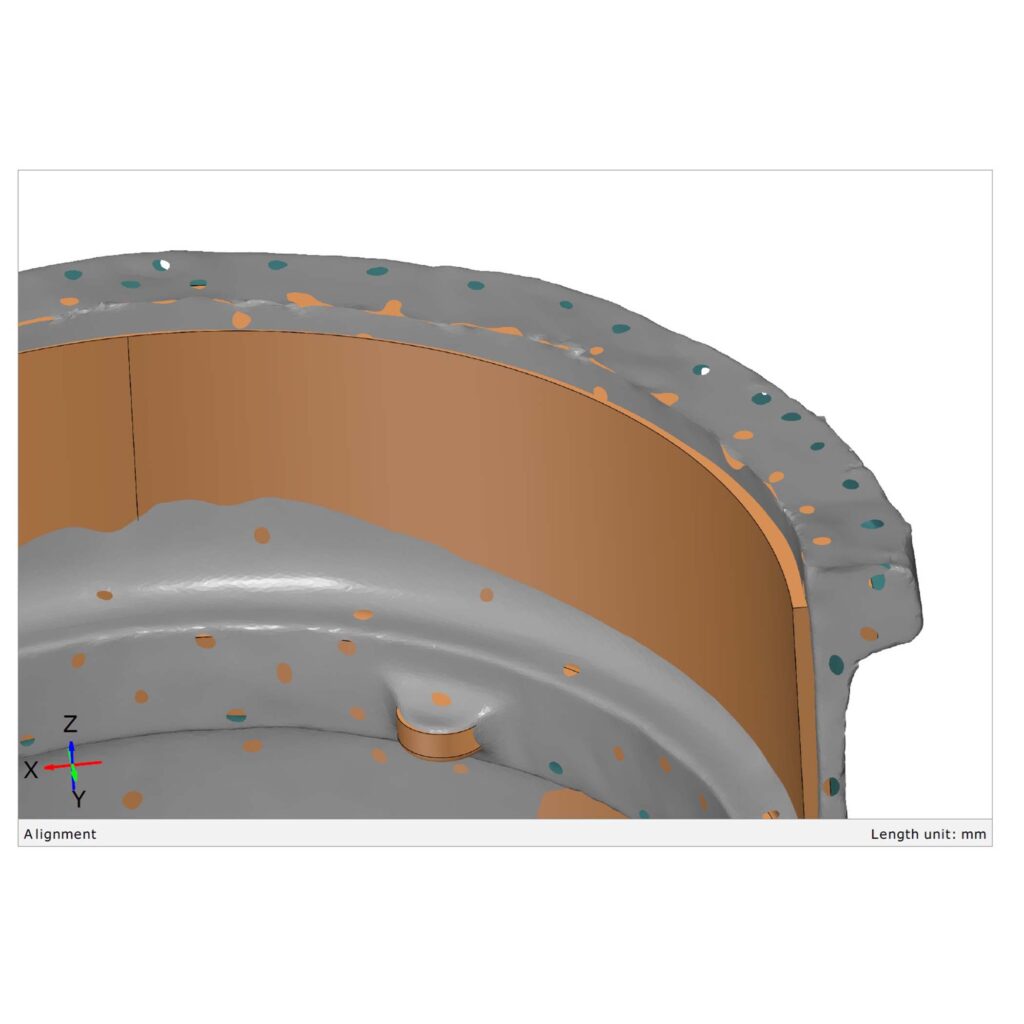
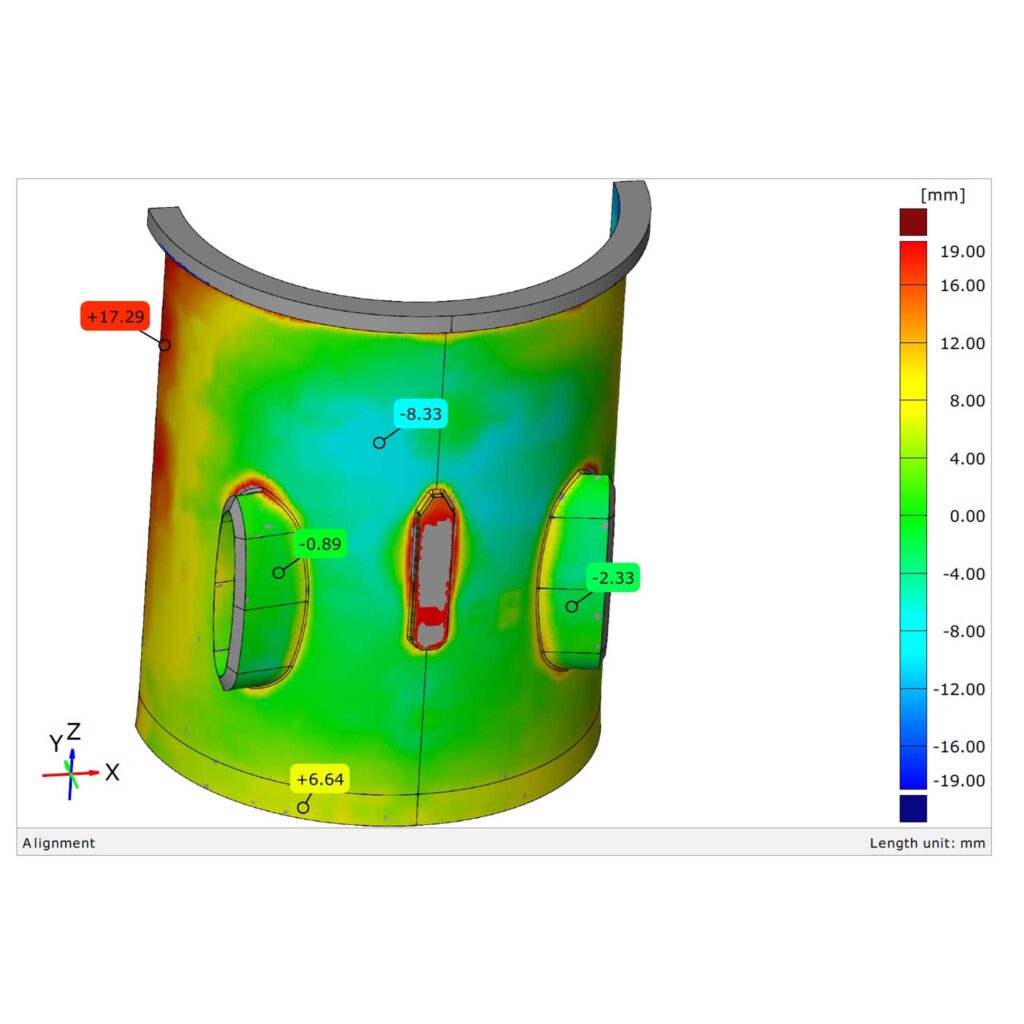
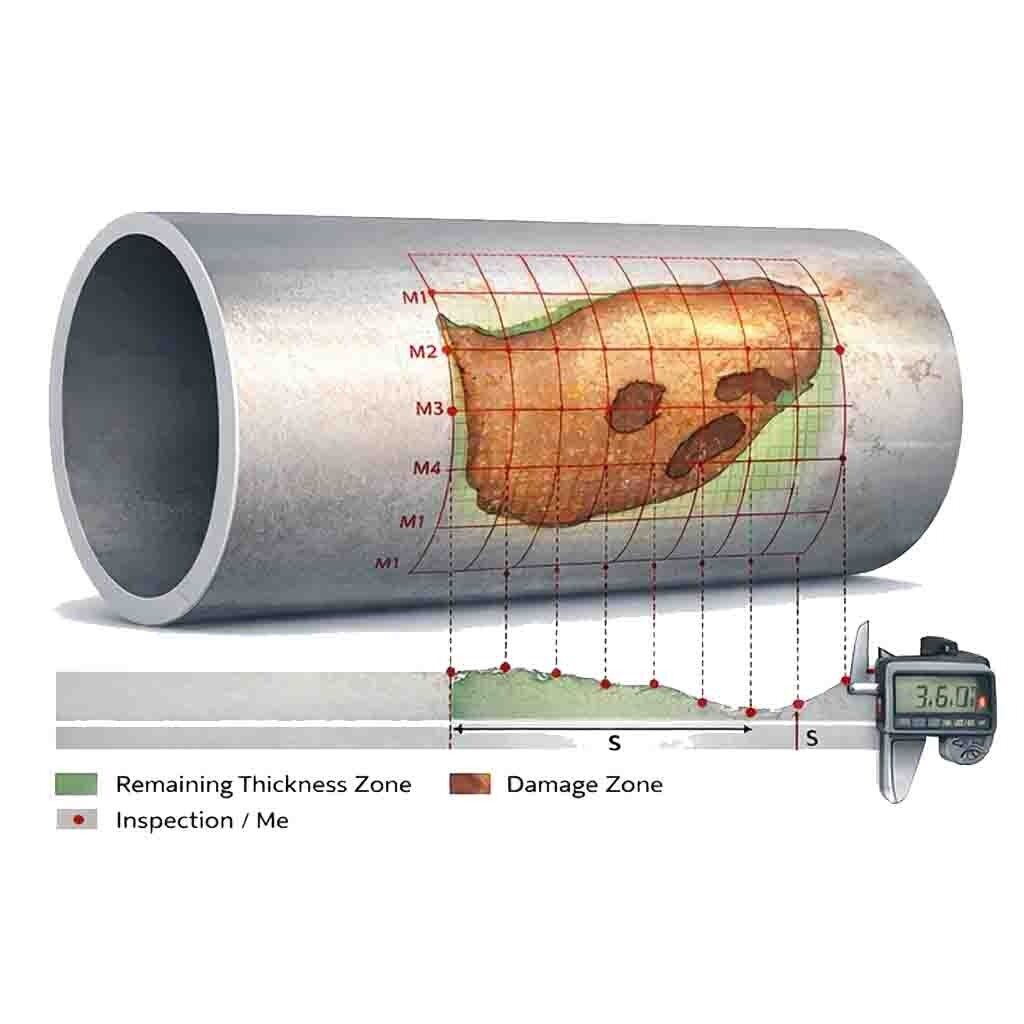
پروفایلومتری لیزری تیوبهای کوره پیشگرم شرکت نفت فلات قاره ایران (منطقه بهرگان)
بر اساس استاندارد API 579-1/ASME FFS-1 Fitness For Service (FFS) ارزیابی سلامت یا ارزیابی کارآمدی تجهیزات در صنایع نفت، گاز و پتروشیمی، اندازه گیری عیوب فیزیکی مانند دفرمگی، بادکردگی و تورفتگی، از موضوعات مهم در بازرسی فنی است. با توجه به محدودیت زمانی در دوره های اورهال پلنتهای نفتی و همچنین تعداد زیاد تیوبهای مورد نظر برای بازرسی، اندازه گیری دستی یا با روش های سنتی مرسوم و انجام محاسبات بر اساس استاندارد، بسیار زمان بر و طاقت فرسا بوده و احتمال بروز خطا در اندازه گیری یا محاسبات نیز بالاست. با ورود اسکنرهای سه بعدی لیزری به صنعت بازرسی فنی و پروفایلومتری، با اسکن تیوب ها در زمانی بسیار کوتاه و انتقال فایل سه بعدی سطوح به نرم افزار، در عرض چند دقیقه می توان تمامی عیوب مورد نظر مانند دفرمگی، تورفتگی یا dent و dent gouge را با دقت بسیار بالا تشخیص داده و انواع گزارش های فنی را حسب نیاز استخراج نمود.


اسکن سه بعدی لیزری پوسته اگزوز توربین گاز (شرکت مپنا توگا)
هدف این پروژه کنترل ابعادی قطعه ریخته گری شده به منظور اندازه گیری میزان پیچیدگی (distortion) احتمالی قطعه در اثر سرد شدن، اطمینان از وجود اورمتریال (overmaterial) کافی در نواحی پیش بینی شده، یافتن نواحی زیر افتاده احتمالی (در صورت وجود) و پر کردن آنها به وسیله جوشکاری قبل از گذاشتن قطعه روی دستگاه تراش و یافتن نقطه بهینه جهت تنظیم نقطه صفر تراش (اصطلاحاً استاد کردن قطعه روی دستگاه) به منظور کاهش حجم و زمان ماشینکاری و کاهش نواحی که نیاز به جوشکاری دارند بود.



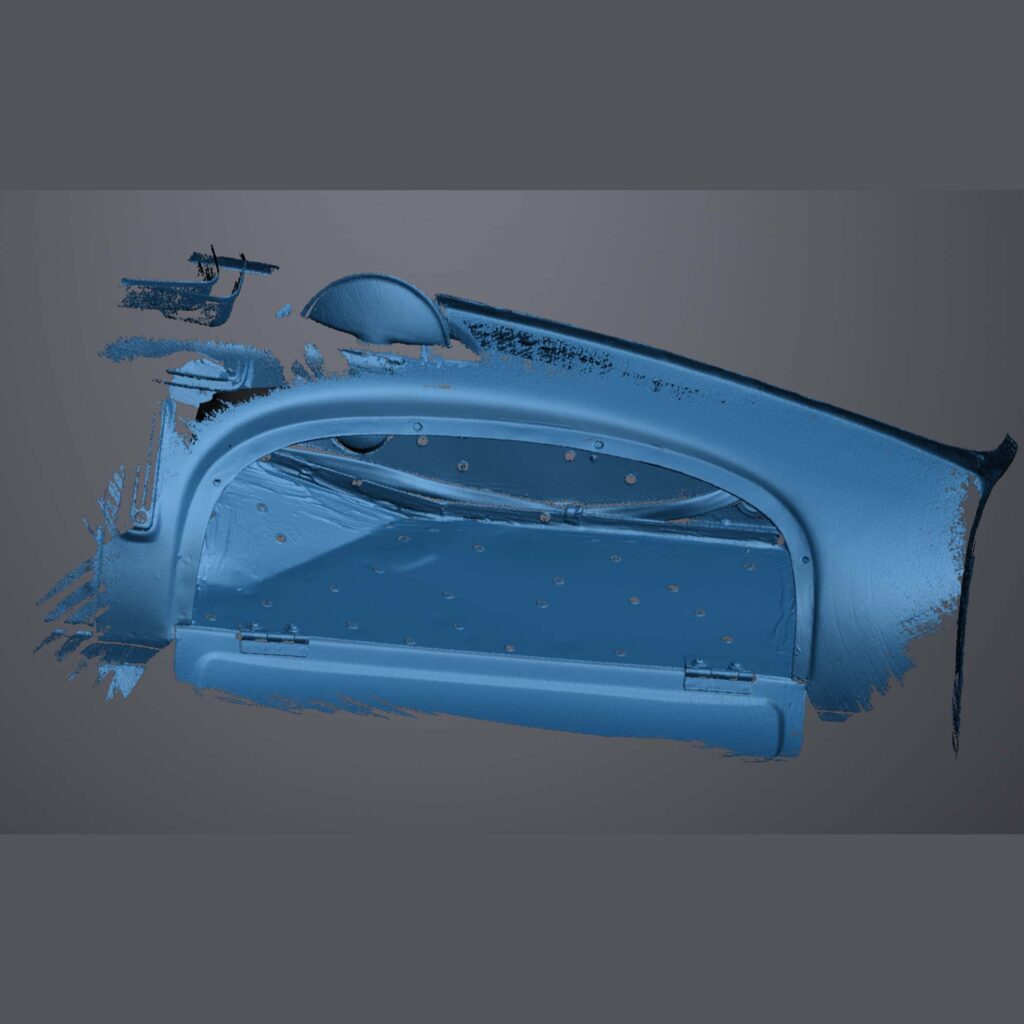
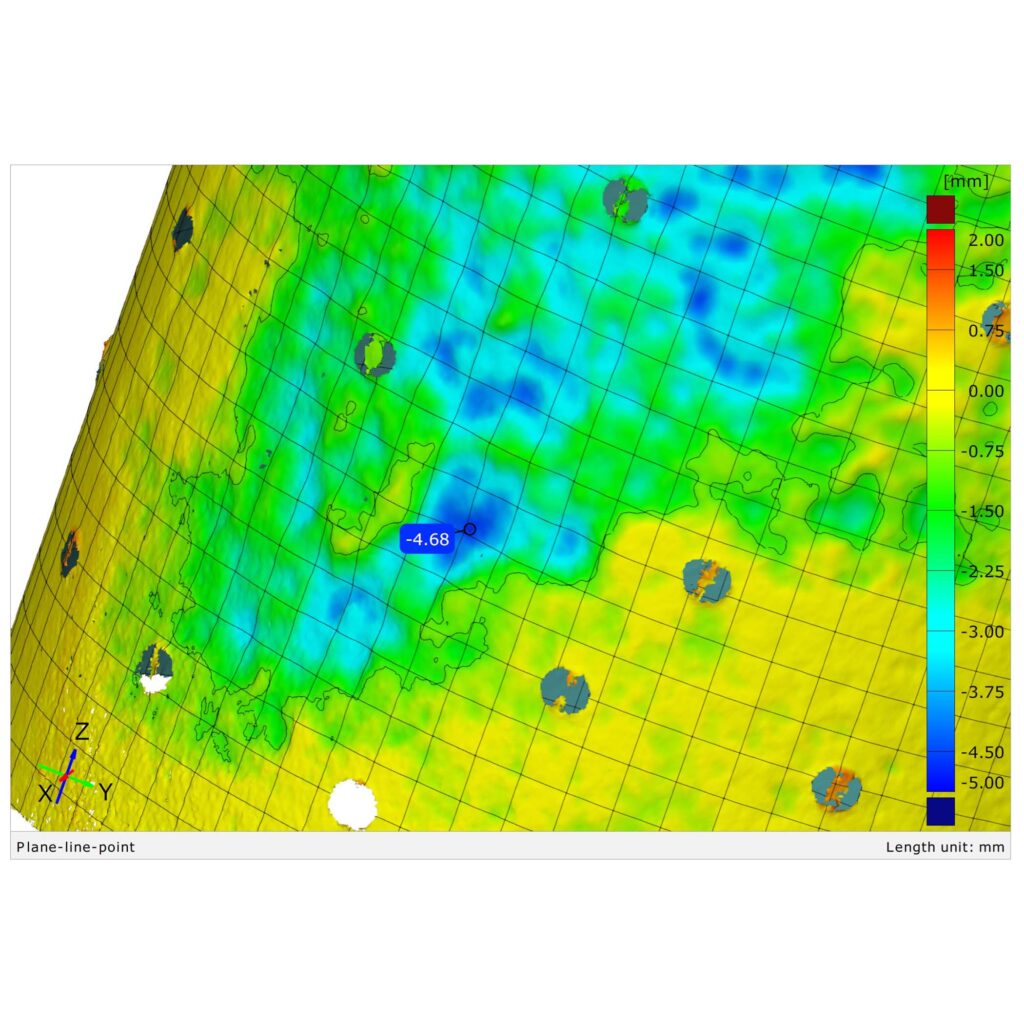
اسکن سه بعدی لیزری سطح داخلی مخزن ذخیره سقف شناور شرکت نفت فلات قاره (منطقه بهرگان)
بر اساس استاندارد API 579-1/ASME FFS-1 Fitness For Service (FFS) ارزیابی سلامت یا ارزیابی کارآمدی تجهیزات در صنایع نفت، گاز و پتروشیمی، اندازه گیری ضخامت دیواره مخزن و اطمینان از ضخامت باقیمانده آن، از موضوعات مهم در بازرسی فنی است. با توجه به عدم دسترسی همزمان به هر دو سمت مخزن و همچنین مساحت بسیار زیاد سطح دیواره مخزن، اندازه گیری دستی یا با روش های سنتی مرسوم و انجام محاسبات بر اساس استاندارد، بسیار زمان بر و طاقت فرسا بوده و احتمال بروز خطا در اندازه گیری یا محاسبات نیز بالاست. با ورود اسکنرهای سه بعدی لیزری به صنعت بازرسی فنی و پروفایلومتری، با اسکن سطح در زمانی بسیار کوتاه و انتقال فایل سه بعدی به نرم افزار، در عرض چند دقیقه می توان تمامی محاسبات مربوط به میزان سطح خورده شده (مساحت سطح خورده شده و ضخامت از دست رفته)، میزان و موقعیت حداکثر خوردگی (عمیقترین خوردگی یا کمترین ضخامت باقیمانده) را انجام و نتیجه را در قالب گزارش آماده با گراف های کانتوره رنگی استخراج نمود.


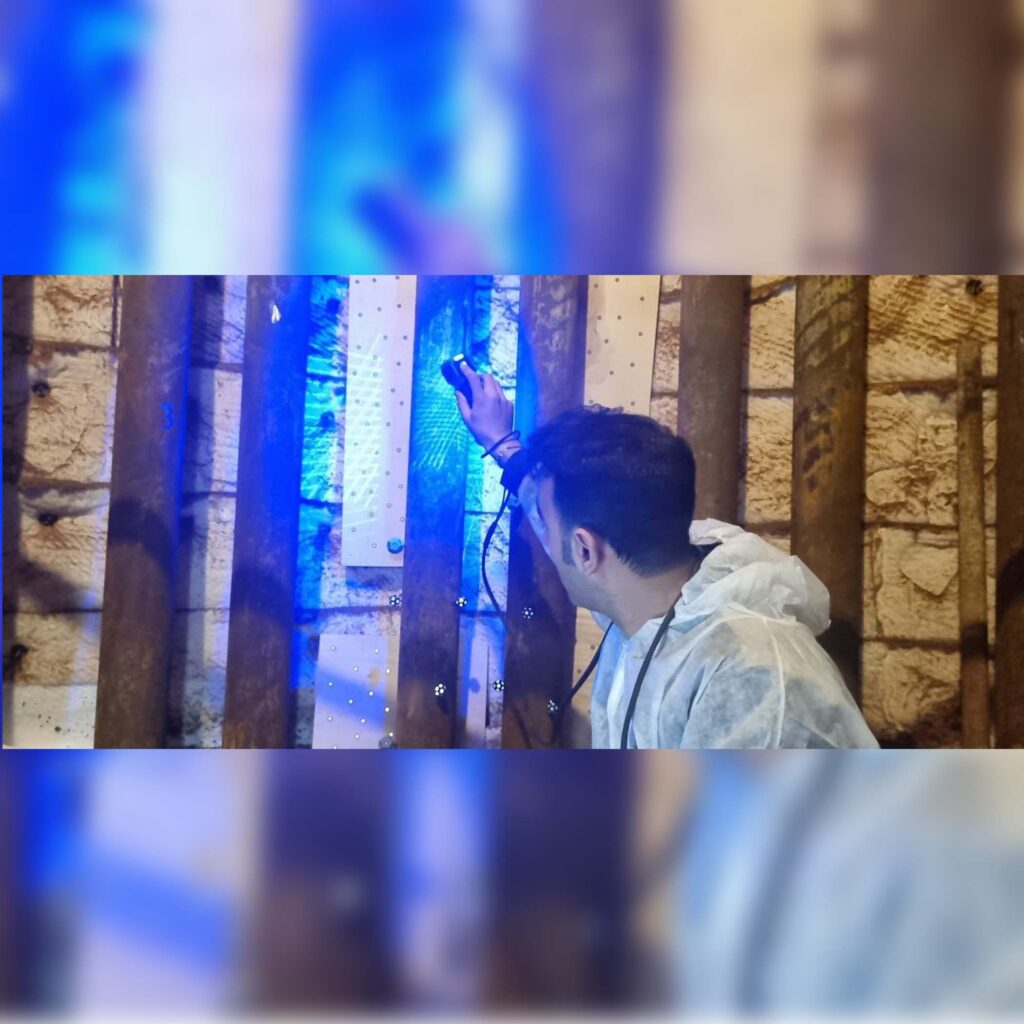
پروفایلومتری لیزری و اسکن سه بعدی تجهیزات شرکت پالایش گاز فجر جم
در بازرسی تجهیزات نفت و گاز، پروفایلومتری بر اساس API 579-1/ASME FFS-1 Fitness For Service (FFS) با استفاده از اسکن سهبعدی لیزری بهعنوان یک روش پیشرفته برای ارزیابی عیوب سطحی مانند خوردگی موضعی، پیتینگ و سایش بهکار میرود. در این روش، سطح قطعه با دقت بالا اسکن شده و یک مدل سهبعدی دقیق از توپوگرافی سطح ایجاد میشود. دادههای حاصل مستقیماً برای تعیین پروفایل واقعی عیب، عمق، طول و توزیع آن استفاده شده و سپس در ارزیابی Fitness-For-Service مطابق الزامات API 579-1 (بهویژه در ارزیابیهای Level 2 و Level 3) به کار گرفته میشود. این رویکرد باعث میشود تحلیل تنش و باقیمانده ضخامت بهصورت واقعبینانهتری انجام شود و عدم قطعیتهای ناشی از فرضیات سادهساز کاهش یابد.
مزیت اصلی اسکن سهبعدی لیزری نسبت به روشهای سنتی مانند گیجهای عمق پیت، کولیس، شابلون یا حتی برداشت نقطهای با UT، دقت بسیار بالاتر و پوشش کامل ناحیه معیوب است. در روشهای سنتی معمولاً اندازهگیریها محدود به چند نقطه بوده و بدترین حالت عیب ممکن است شناسایی نشود، در حالیکه اسکن لیزری کل سطح را بدون تماس ثبت میکند و امکان بازبینی، مستندسازی و تحلیل مجدد دادهها را نیز فراهم میسازد. علاوه بر این، سرعت انجام بازرسی افزایش یافته، خطای انسانی کاهش مییابد و ایمنی بهبود پیدا میکند؛ بهخصوص در تجهیزاتی که دسترسی دشوار یا شرایط عملیاتی حساس دارند.


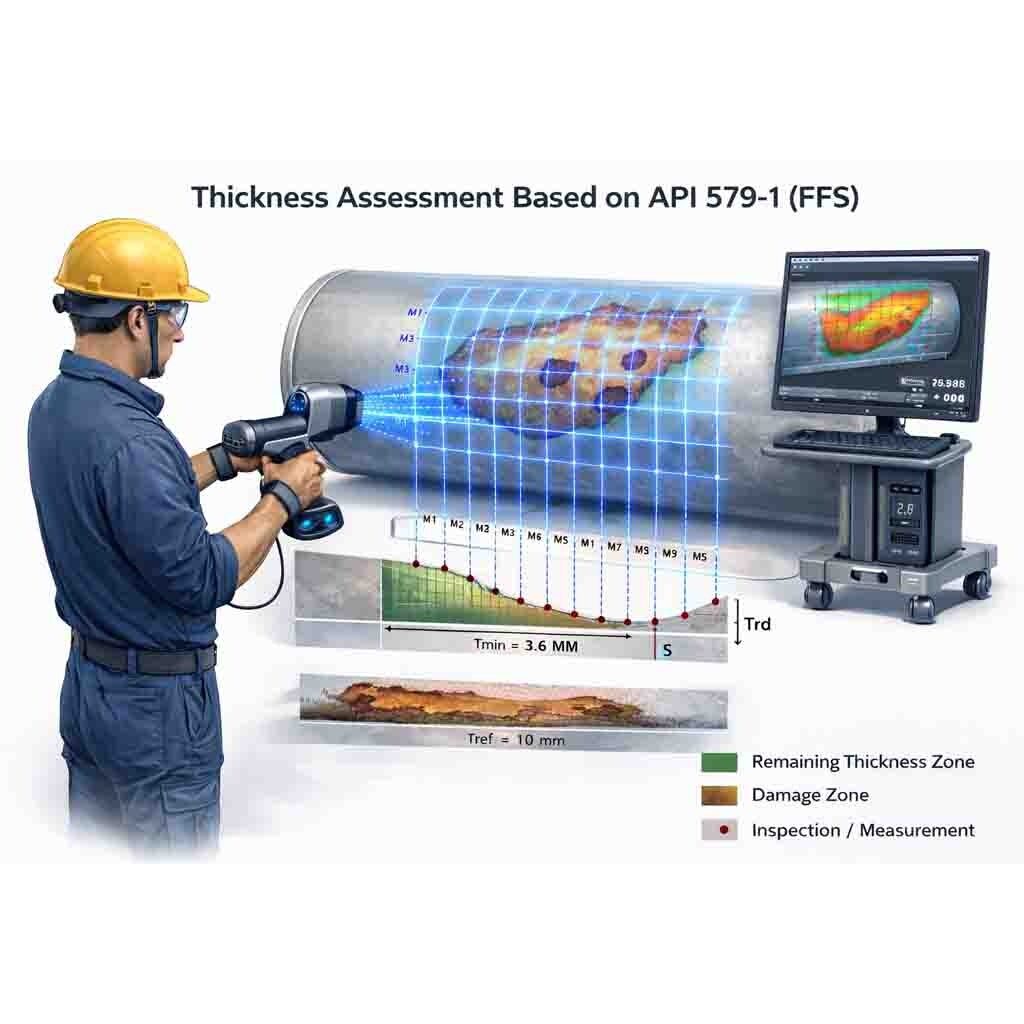
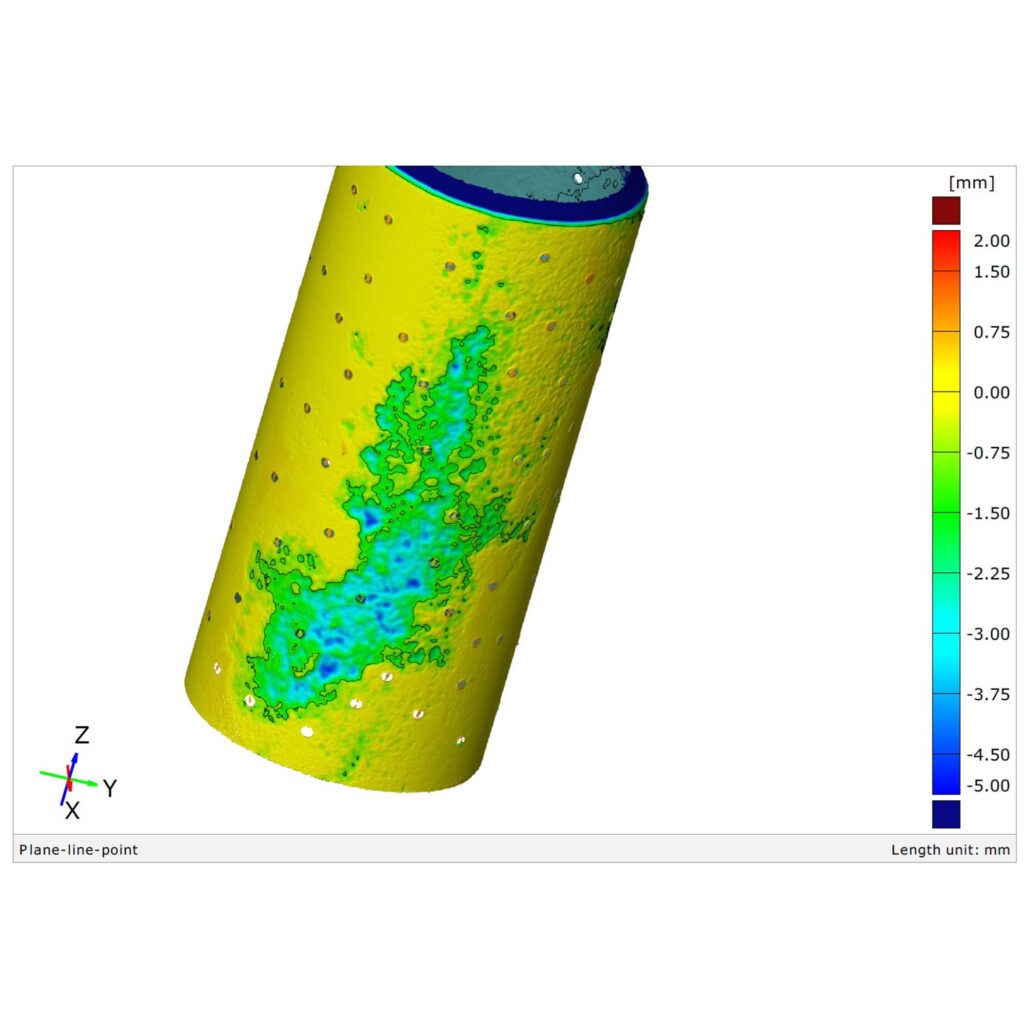
پروفایلومتری لیزری لولههای گاز شرکت بهره برداری نفت و گاز زاگرس جنوبی
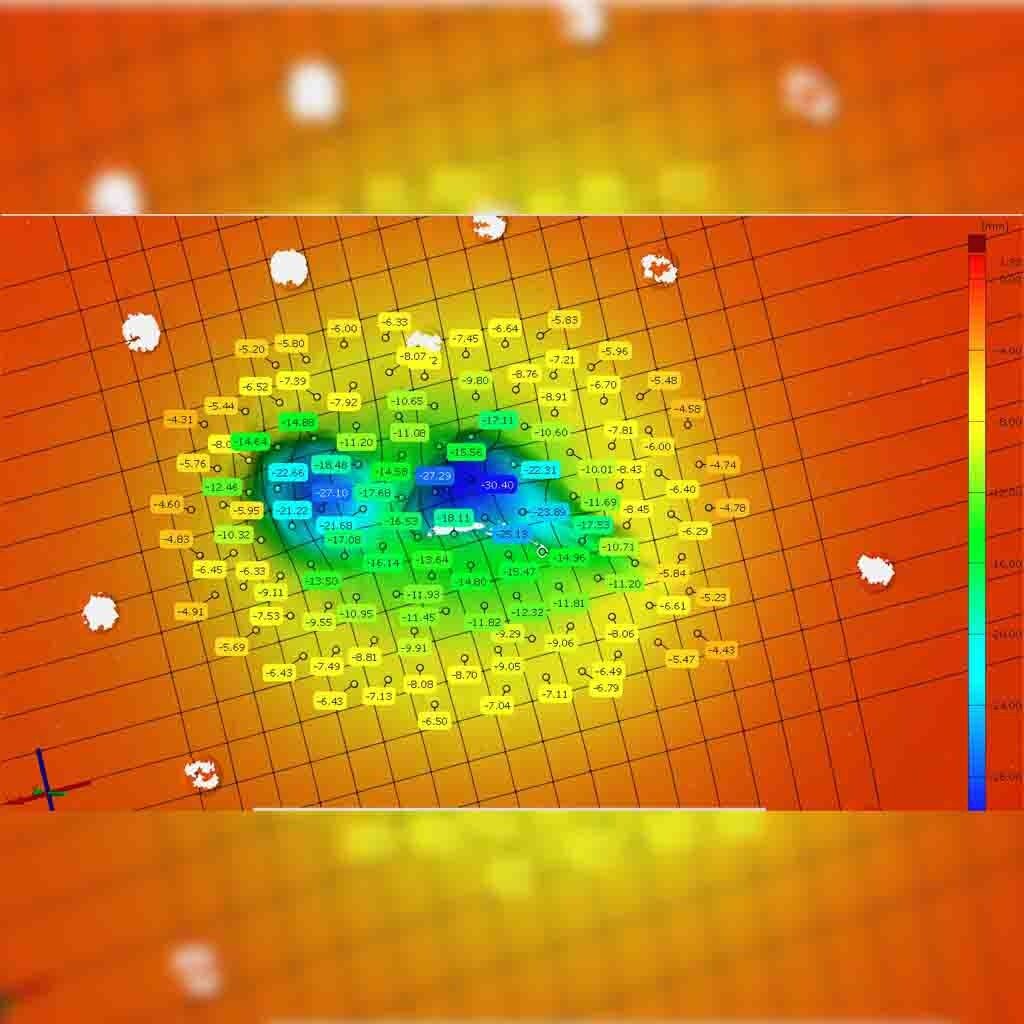
در بازرسی تجهیزات نفت و گاز، پروفایلومتری یکی از روشهای کلیدی برای ارزیابی دقیق عیوب سطحی مانند خوردگی موضعی، حفرهای و سایش است که در استاندارد API 579-1 / ASME FFS-1 نقش مهمی در تحلیل Fitness-For-Service دارد. این استاندارد بر اندازهگیری دقیق هندسه عیب (عمق، طول، عرض و پروفایل واقعی) تأکید میکند، چرا که صحت دادههای ورودی مستقیماً بر نتایج ارزیابی سازهای و تصمیمگیریهای بهرهبرداری اثر میگذارد. در روشهای سنتی، پروفایلومتری معمولاً با ابزارهای دستی مانند گیج عمقسنج، شابلون یا کولیس انجام میشود که علاوه بر زمانبر بودن، به شدت وابسته به مهارت بازرس بوده و تنها اطلاعات محدودی از چند مقطع موضعی ارائه میدهد.
استفاده از اسکن سهبعدی لیزری بهعنوان جایگزین روشهای دستی، یک رویکرد مدرن و بسیار دقیق در چارچوب API 579-1 محسوب میشود. اسکنر لیزری با ثبت میلیونها نقطه (Point Cloud) از سطح معیوب، امکان بازسازی کامل هندسه واقعی عیب را فراهم میکند و تصویر سهبعدی دقیقی از توزیع عمق و شکل خوردگی ارائه میدهد. از مزایای اصلی این روش میتوان به دقت و تکرارپذیری بالاتر، کاهش خطای انسانی، پوشش کامل ناحیه آسیبدیده، افزایش سرعت بازرسی، قابلیت مستندسازی دیجیتال و امکان تحلیل مجدد دادهها در آینده اشاره کرد. این مزایا باعث میشود ارزیابی FFS واقعبینانهتر، محافظهکاری غیرضروری کمتر و تصمیمگیری درباره تعمیر، ادامه بهرهبرداری یا تعویض تجهیز دقیقتر و اقتصادیتر انجام شود.
اسکن قطعات صنایع هوایی، خودرویی، پزشکی، چهره و اندام بدن و …
- انواع گیربکس و متعلقات (پوسته، چرخدنده، شافت و …)
- انواع پمپ و متعلقات (پوسته، ایمپلر، دنده، شافت و …)
- انواع کمپرسور و متعلقات (پوسته، اسکرو، لوب، ایمپلر، شافت و …)
- انواع توربین و متعلقات (پوسته، پره، شافت، هاب و …)
- انواع valve و متعلقات
- انواع فن، دمنده، پروانه و متعلقات
- قطعات خودرویی (سپر، فیلر، آینه بغل، تریم داخلی، واترپمپ، کاسه چراغ و …)
- قطعات موتورسیکلت (شلگیر، دسته ترمز و …)
- انواع قطعات پلاستیکی (صنایع برق، خانگی، اسباب بازی، و …)
- قالبهای زیره کفش
- انواع قالبهای صنعتی (کشش، پرسکاری، ریختهگری، خمکاری و …)
- قطعات هنری، تزئینی، آثار باستانی، ماکت سازی، مجسمه سازی و …
- کنترل ابعادی و هندسی حین تولید، نصب و بهرهبرداری
- کنترل کیفی (ابعادی و هندسی) قطعات تیراژی
- و …